字化工廠產品中心")






制造型企業(yè)種類眾多,但根據(jù)生產模式可以歸結為兩種:離散制造業(yè)與流程生產行業(yè)。訊鵬MES系統(tǒng)配件-安燈安東andon看板系統(tǒng)專用RF433無線通訊工位狀態(tài)報警按鈕盒作為信息化已經(jīng)智能制造當中不可缺失的一環(huán),對于這兩方生產模式的行業(yè)應用,也有不同的差異。先從MES系統(tǒng)上級計劃層與現(xiàn)場作業(yè)計劃調動的應用說起。
1、上層ERP的不同與對MES系統(tǒng)的影響
MES系統(tǒng)處于企業(yè)的計劃執(zhí)行層,從ERP層接受計劃指令,并向ERP反饋信息。無論流程生產行業(yè)還是離散制造行業(yè),MES系統(tǒng)都要與ERP建立緊密的信息集成。因此,MES系統(tǒng)的應用應該首先了解對應兩方面行業(yè)的ERP層有什么不同。
兩者對于生產模型的要求不同——流程生產行業(yè)中體現(xiàn)了以配方為核心的生產模型,而離散行業(yè)中體現(xiàn)了以產品BOM為核心的生產模型。生產計劃方式方面,流程企業(yè)根據(jù)市場的需求進行生產的觀念已經(jīng)逐步加深,通過大批量生產,降低成本,提高競爭力。因此,作為流程企業(yè)生產計劃的依據(jù),主要是市場預測。離散企業(yè)一方面可以根據(jù)定單進行生產,另一方面也可以根據(jù)市場預測作為生產計劃制訂的依據(jù)。離散企業(yè)的ERP系統(tǒng)向MES系統(tǒng)下達作業(yè)計劃指令主要以“工作令”的方式,而流程企業(yè)的作業(yè)計劃下達主要以指令計劃形式方式。
2、車間現(xiàn)場作業(yè)計劃調度
離散企業(yè)的生產作業(yè)計劃調度,需要根據(jù)優(yōu)先級、工作中心能力、設備能力、均衡生產等方面對工序級、設備級的作業(yè)計劃進行調度。這種調度,是基于有限能力的調度并通過考慮生產中的交錯、重疊和并行操作來準確地計算工序的開工時間、完工時間、準備時間、排隊時間以及移動時間。通過良好的作業(yè)順序,可以明顯地提高生產效率。
流程企業(yè)的產品,是以流水生產線方式組織、連續(xù)的生產方式,只存在連續(xù)的工藝流程,不存在與離散企業(yè)對應的嚴格的工藝路線。因此,在作業(yè)計劃調度方面,不需要也無法精確到工序級別,而是以整個流水生產線為單元進行調度。從作業(yè)計劃的作用和實現(xiàn)上,比離散企業(yè)相對簡單。




")

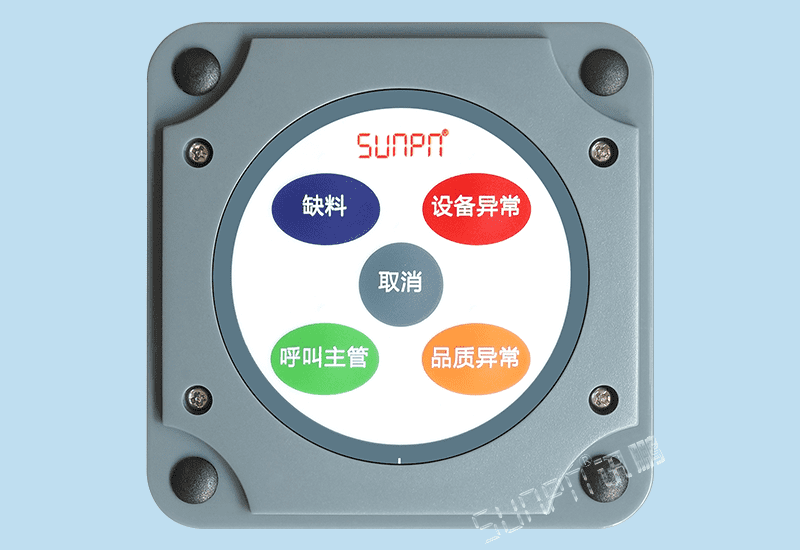
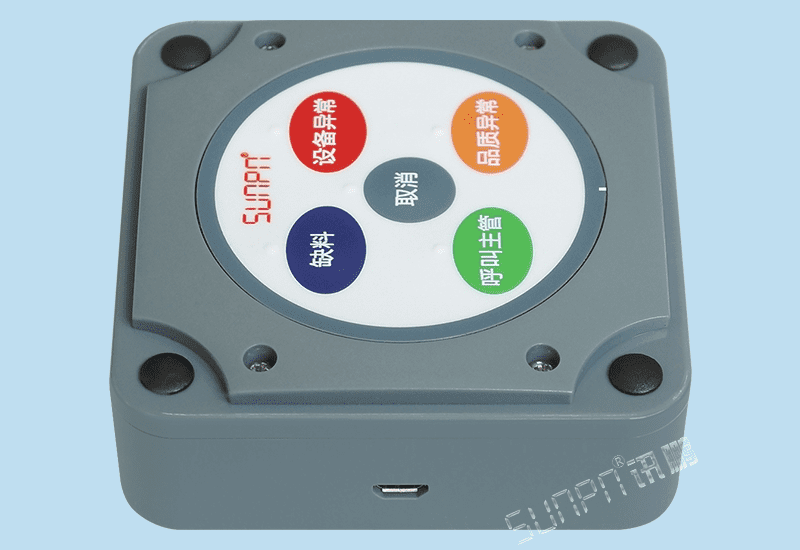
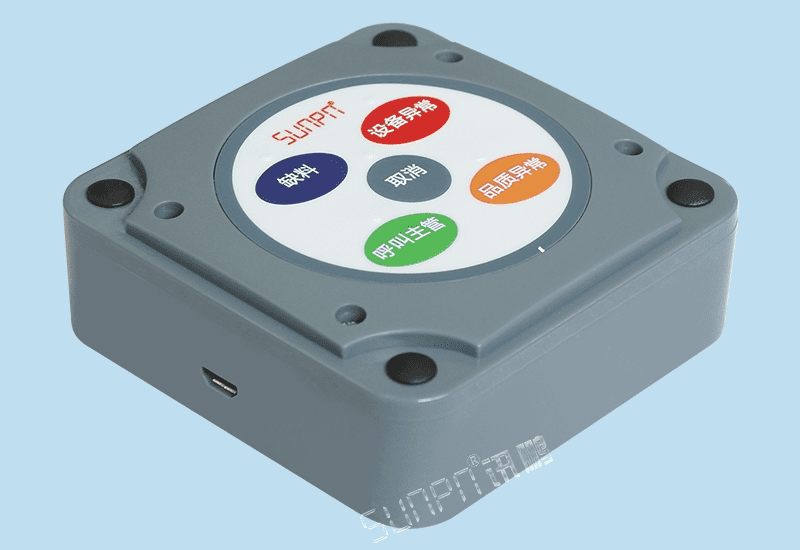
無線安燈按鈕盒操作說明:
1、按鈕盒參數(shù)配置說明
按鈕盒通過配置軟件可方便簡單的對按鈕盒的地址、無線信道、MODBUS設備地址、MODBUS寄存器地址等相關參數(shù)進行配置,配置說明見《SP-AD433A無線按鈕盒配置軟件使用說明》,產品出廠可按用戶應用需要預先配好。
2、按鍵操作說明
按鈕盒每個按鍵都可以表示三種狀態(tài)“0”“1”“2”(軟件可配置1~3種狀態(tài))“0”為關閉狀態(tài)(指示燈滅),“1”為打開狀態(tài)(指示燈亮),“2”為其它狀態(tài)(指示燈慢速閃爍,10分鐘后指示燈停止閃爍)。中間按鈕可配置為是否有取消鍵功能(默認為取消鍵功能),取消鍵只有“1”狀態(tài),它可聯(lián)動取消其它所有按鍵的狀態(tài)指示。按鈕盒按鍵按下時傳輸無線數(shù)據(jù),成功收到應答并對應的指示燈指示,如果通訊不成功則指示燈快速閃爍提示。通訊報文詳見《SP-AD433A無線按鈕盒通訊協(xié)議》。
無線安燈按鈕盒系統(tǒng)架構
架構")
架構")
架構")
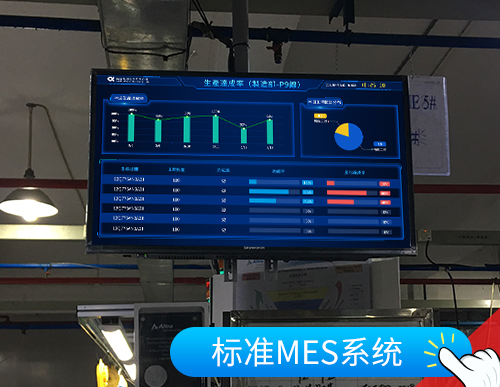
無線安燈按鈕盒應用場景



無線安燈按鈕盒案例參考



無線安燈按鈕盒現(xiàn)場案例
場案例")

| 地址 : 東莞市鳳崗鎮(zhèn)雁田村天安數(shù)碼城S7棟6樓 | |
| 電話:0755-89313800 | |
| 傳真:0755-28212820 | |
| sunpn806#sunpn.com(發(fā)郵件時請將#改為@) |